Как мы производим окна VEKA: Ч.I

При покупке пластиковых окон, мало кто из заказчиков задумывался, какой технологический процесс предшествует монтажу готовых окон на объекте. Для заказчика весь процесс выглядит как замер, оплата и установка. Но на самом деле Ваши новые окна VEKA начинают изготавливать задолго до того, как Вы решили их приобрести. В данной статье мы подробно опишем все этапы производства пластиковых окон VEKA.
Первый этап производства пластиковых окон начинается на химическом заводе, предприятии-партнере компании VEKA в Германии, где производится поливинилхлорид, основная составляющая оконных профилей.
В 1835 году Виктор Регно изобрёл поливинилхлорид, или, как его сегодня коротко называют, ПВХ. Но технология производства этого материала в промышленных масштабах была разработана лишь спустя почти два десятилетия немцем Фритцем Клатте. Германия и США начали производить новый материал, исходными компонентами для которого послужили уголь, поваренная соль и известь.
В настоящее время производство ПВХ основано на использовании поваренной соли и этилена, полученного путём крекинга нефти. Доля поливинилхлорида составляет около трети от выпуска всех пластмасс, занимая второе место после полиэтилена. Обладающий повышенной жёсткостью непластифицированный ПВХ используется для изготовления дверных и оконных профилей.
- Если сравнить поливинилхлорид с остальными пластмассами, то можно отметить такие его преимущества:
- невысокая цена;
- прочность и долговечность;
- экологическая чистота материала;
- устойчивость к агрессивным погодным условиям.
Всё это особенно важно в условиях непостоянного, капризного климата Санкт-Петербурга.
 Мелкий порошок белого цвета – исходный материал для производства ПВХ, но в чистом виде он не применяется. Полноценное изделие с высокими техническими характеристиками получается лишь при добавлении различных компонентов – стабилизаторов, пластификаторов, модификаторов, красящих пигментов и других наполнителей. Технически грамотное сочетание этих добавок и обеспечивает столь высокое качество поливинилхлорида.
Мелкий порошок белого цвета – исходный материал для производства ПВХ, но в чистом виде он не применяется. Полноценное изделие с высокими техническими характеристиками получается лишь при добавлении различных компонентов – стабилизаторов, пластификаторов, модификаторов, красящих пигментов и других наполнителей. Технически грамотное сочетание этих добавок и обеспечивает столь высокое качество поливинилхлорида.
Итак, поливинилхлорид произведен и поступает в виде гранулята на склад экструзионного предприятия компании VEKA Rus в Подмосковье. Далее предстоит самый важный и ответственный этап производства - экструзия оконного ПВХ-профиля.
 Главным технологическим процессом при изготовлении изделий из поливинилхлорида является экструзия. Экструзию в быту Вы можете ежедневно наблюдать на примере обычной мясорубки. Размельченное сырьё под давлением вращения шнека выдавливает через формовочные отверстия требуемый продукт. Этот процесс можно назвать "холодной экструзией". При производстве ПВХ-профиля ВЕКА применяется более сложный процесс "горячей экструзии".
Главным технологическим процессом при изготовлении изделий из поливинилхлорида является экструзия. Экструзию в быту Вы можете ежедневно наблюдать на примере обычной мясорубки. Размельченное сырьё под давлением вращения шнека выдавливает через формовочные отверстия требуемый продукт. Этот процесс можно назвать "холодной экструзией". При производстве ПВХ-профиля ВЕКА применяется более сложный процесс "горячей экструзии".
На подготовительном этапе исходная смесь для изготовлении оконных профилей смешивается по рецепту: к 100 частям поливинилхлорида добавляются по 5 частей мела и двуокиси титана, а также 5.4 части однокомпонентного стабилизатора плюс 6.5 частей модификатора. Этапов смешения компонентов три. Процесс начинается в тёплом миксере, а потом – в холодном. После этого смесь выдерживается сутки при температуре 15-30° С.
Одной из главных задач как разработчиков, так и технологов является снижение производственных расходов, т.е. себестоимости. Помогает решить эту задачу добавление мела, обработанного особым способом. Если простой мел отличается выраженной абразивностью, приводящей к быстрому износу фурнитуры и элементов оборудования, то специальный мел способствует высокой ударопрочности ПВХ.
 Благодаря пигменту TiO2, т.е. двуокиси титана, поливинилхлорид имеет не только ослепительно белый цвет, но и повышенную прочность и устойчивость профилей к неблагоприятному воздействию внешней среды. К числу полезных добавок относятся и вещества, повышающие пластичность и устойчивость изделий к возгоранию, а также способные уменьшить появление статического электричества. Чтобы продукция отвечала самым строгим требованиям потребителя, специалисты компании VEKA тщательно соблюдают технологии и пропорции не только исходных компонентов, но и добавок.
Благодаря пигменту TiO2, т.е. двуокиси титана, поливинилхлорид имеет не только ослепительно белый цвет, но и повышенную прочность и устойчивость профилей к неблагоприятному воздействию внешней среды. К числу полезных добавок относятся и вещества, повышающие пластичность и устойчивость изделий к возгоранию, а также способные уменьшить появление статического электричества. Чтобы продукция отвечала самым строгим требованиям потребителя, специалисты компании VEKA тщательно соблюдают технологии и пропорции не только исходных компонентов, но и добавок.
Когда смесь будет полностью готова, её засыпают в экструдерный цилиндр, там шнек её перемещает по зонам, где происходит нагрев. При этом температура этих зон повышается со 150 до 210° С. В процессе нагрева происходит частичное разрушение структуры ПВХ и выделяется газ хлороводород. Чтобы этого не произошло, вводятся стабилизаторы в виде органических и неорганических соединений свинца, цинка, бария и некоторых других металлов.
На начальном этапе нагрева смесь перемешивается, а потом, по мере перемещения, расплавляется, образуя тёплый, достаточно вязкий гомогенный расплав. После этого материал уплотняется, дегазуется и обезвоживается благодаря удалению попавшего в него воздуха. По завершении этого процесса создаётся давление, необходимое для подачи расплавленного материала через фильеру.
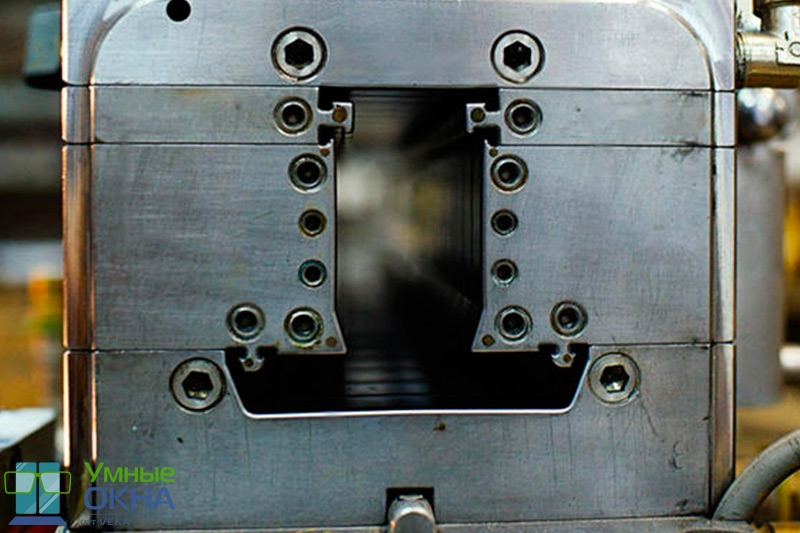
 Для каждого изготавливаемого профиля: профиля створок, рамы, импостов и т.д., разрабатывается своя фильера, представляющую собой конструкцию взаимосвязанных щелей, через которую продавливается расплав, придавая необходимую форму изделию. В ней происходит окончательное формирование структуры оконного профиля и в значительной степени определяется точность поперечных сечений профиля, качество его поверхности и механических свойства.
Для каждого изготавливаемого профиля: профиля створок, рамы, импостов и т.д., разрабатывается своя фильера, представляющую собой конструкцию взаимосвязанных щелей, через которую продавливается расплав, придавая необходимую форму изделию. В ней происходит окончательное формирование структуры оконного профиля и в значительной степени определяется точность поперечных сечений профиля, качество его поверхности и механических свойства.
Для производства оконных профилей VEKA применяют высоко-технологичные фильеры с относительно большим сопротивлением движению расплава. Внешние, наружные стенки и перегородки профиля имеют разную толщину сечения, поэтому без стабилизации объемной скорости расплав выдавливался бы не равномерно, чем толще сечение, тем быстрее вытекание - и в результате получается "гармошка" вместо профиля. Поэтому в процессе экструзии, внутри фильеры происходит выравнивание объемной скорости различных потоков расплава по всему сечению профиля.
Повышение текучести необходимо в процессе перехода в вязкотекучее состояние, и с этой целью применяются внутренние смазки. Внешние же смазки используют, чтобы предотвратить прилипание горячего материала к деталям оборудования. Давление, температура, скорость и очередность подачи материалов – всё это выполняется неукоснительно и в соответствии с технологическими разработками компании VEKA AG.
Производственная линия состоит не только из экструдера, но и из фильеры, механизма для калибровки, принтера для маркировки, вытягивающего устройства, резака и системы, обеспечивающей складирование и упаковку.
 Инструмент, задающий профиль производимого изделия, состоит из фильеры, а также из калибраторов двух видов: сухих и влажных. Кроме формирования профиля, он оценивает качество выпускаемого изделия, поэтому изготовление самого инструмента – процесс очень ответственный. Матрица и дорн, через которые происходит расплав, образуют щелевой канал фильеры. На выходе из фильеры профиль имеет температуру до 200°C и при охлаждении происходит усадка материала, изменяющая его форму и размеры. Калибратор обеспечивает принудительную стабилизацию профиля процессе его охлаждения.
Инструмент, задающий профиль производимого изделия, состоит из фильеры, а также из калибраторов двух видов: сухих и влажных. Кроме формирования профиля, он оценивает качество выпускаемого изделия, поэтому изготовление самого инструмента – процесс очень ответственный. Матрица и дорн, через которые происходит расплав, образуют щелевой канал фильеры. На выходе из фильеры профиль имеет температуру до 200°C и при охлаждении происходит усадка материала, изменяющая его форму и размеры. Калибратор обеспечивает принудительную стабилизацию профиля процессе его охлаждения.
 Когда материал прошёл через фильеру, с помощью калибраторов он должен сохранить требуемое сечение профиля и за короткое время охладиться. Охлаждение проходит в два этапа. В сухом калибраторе материал частично охлаждается и формуется. Щелевые шлицы этого устройства имеют небольшое разрежение, притягивающее профиль, в связи с чем такая калибровка называется вакуумной. В сухом калибраторе, на внутренней части стенок, расположены каналы с циркулирующей в них водой, которая и обеспечивает первичное охлаждение.
Когда материал прошёл через фильеру, с помощью калибраторов он должен сохранить требуемое сечение профиля и за короткое время охладиться. Охлаждение проходит в два этапа. В сухом калибраторе материал частично охлаждается и формуется. Щелевые шлицы этого устройства имеют небольшое разрежение, притягивающее профиль, в связи с чем такая калибровка называется вакуумной. В сухом калибраторе, на внутренней части стенок, расположены каналы с циркулирующей в них водой, которая и обеспечивает первичное охлаждение.
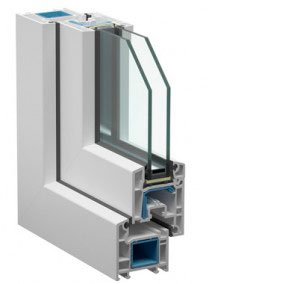
 Теперь настала очередь влажного калибратора: здесь профиль орошается водой и окончательно охлаждается воздушной струёй. Принтер наносит маркировку через каждый метр, наносится фирменная мастер-пленка VEKA а с помощью тракового механизма вытягивается профиль. Скорость механизма и скорость подачи сырья находятся в строгом соответствии. Как правило, она составляет 5-8 метров в минуту. Профиль ПВХ готов! Остаётся лишь с помощью автоматов нарезать его на требуемую длину, упаковать и отправить на склад нашего завода в Санкт-Петербурге.
Теперь настала очередь влажного калибратора: здесь профиль орошается водой и окончательно охлаждается воздушной струёй. Принтер наносит маркировку через каждый метр, наносится фирменная мастер-пленка VEKA а с помощью тракового механизма вытягивается профиль. Скорость механизма и скорость подачи сырья находятся в строгом соответствии. Как правило, она составляет 5-8 метров в минуту. Профиль ПВХ готов! Остаётся лишь с помощью автоматов нарезать его на требуемую длину, упаковать и отправить на склад нашего завода в Санкт-Петербурге.




 Сегодня мы установили эркерное окно. Мы остались довольны: И замерщик отнесся внимательно - по телефону после замера полдня нас консультировал по всем сложностям и вопросам. До этого 4 компании отказались - сказали невозможно исполнить И менеджер всегда на связи и терпелив. И установщики все сделали четко и качественно.
Сегодня мы установили эркерное окно. Мы остались довольны: И замерщик отнесся внимательно - по телефону после замера полдня нас консультировал по всем сложностям и вопросам. До этого 4 компании отказались - сказали невозможно исполнить И менеджер всегда на связи и терпелив. И установщики все сделали четко и качественно. Всем привет. Спасибо за окно ребят. Все было на высшем уровне, замерщик был вежлив и профессионален.
Всем привет. Спасибо за окно ребят. Все было на высшем уровне, замерщик был вежлив и профессионален. Здравствуйте! поменяли три окна в этой компании. Номер договора 032965. Вся работа была сделана четко, в срок, результатом очень довольны!
Здравствуйте! поменяли три окна в этой компании. Номер договора 032965. Вся работа была сделана четко, в срок, результатом очень довольны! Спасибо большое за оперативность вашей работы, все понравилось, все в срок.
Спасибо большое за оперативность вашей работы, все понравилось, все в срок. Добрый день! Живу в ОЧЕНЬ старом фонде,стены все сыпятся. Решила поменять окно. Обратилась в компанию "Умные Окна". Номер договора 2967. Все сделали в разумные сроки аккуратно и качественно. Все с кем общалась очень вежливые приятные люди.
Добрый день! Живу в ОЧЕНЬ старом фонде,стены все сыпятся. Решила поменять окно. Обратилась в компанию "Умные Окна". Номер договора 2967. Все сделали в разумные сроки аккуратно и качественно. Все с кем общалась очень вежливые приятные люди. Добрый день. Обратился в компанию УМНЫЕ ОКНА и не пожалел! По моему лучшее предложение цена-качество на рынке. Установили точно в срок по договору. Мастер Антон выполнил работу качественно и аккуратно.
Добрый день. Обратился в компанию УМНЫЕ ОКНА и не пожалел! По моему лучшее предложение цена-качество на рынке. Установили точно в срок по договору. Мастер Антон выполнил работу качественно и аккуратно. Большое спасибо всем (менеджерам, замерщику, изготовителям, доставке, монтажнику) за проделанную работу!!!👍👏 Всем довольны! В ближайшее время сделаем еще заказ:)
Большое спасибо всем (менеджерам, замерщику, изготовителям, доставке, монтажнику) за проделанную работу!!!👍👏 Всем довольны! В ближайшее время сделаем еще заказ:) Хочу выразить благодарность фирме за установку окон в дачном доме Приозерского района. Квалифицированные сотрудники в офисе ответили на все интересующие меня вопросы.Напомнили, что не лишним будет поставить москитную сетку, предложили сделать напыление, которое будет дополнительно сохранять тепло в комнате.
Хочу выразить благодарность фирме за установку окон в дачном доме Приозерского района. Квалифицированные сотрудники в офисе ответили на все интересующие меня вопросы.Напомнили, что не лишним будет поставить москитную сетку, предложили сделать напыление, которое будет дополнительно сохранять тепло в комнате. 20.08.17 Смонтировал сам... окна понравились, в доме тишина - дождя и ветра не слышно!
20.08.17 Смонтировал сам... окна понравились, в доме тишина - дождя и ветра не слышно! Очень благодарны за установку, монтаж, за очень качественную работу монтажников Егора и Жени. Им особенное спасибо! Все работы выполнены в срок. Мы благодарим "ВЕКА", особенно после мошенников ИТМ *********, которые с канала...
Очень благодарны за установку, монтаж, за очень качественную работу монтажников Егора и Жени. Им особенное спасибо! Все работы выполнены в срок. Мы благодарим "ВЕКА", особенно после мошенников ИТМ *********, которые с канала... Хотим выразить благодарность установщику Захару Гелеверя за по-настоящему качественно выполненную работу. Демонтировал старое окно, установил новое, выполнил косметические работы. Все было сделано быстро и профессионально. Спасибо!
Хотим выразить благодарность установщику Захару Гелеверя за по-настоящему качественно выполненную работу. Демонтировал старое окно, установил новое, выполнил косметические работы. Все было сделано быстро и профессионально. Спасибо!






















